The construction process: from pictures to the final boat #2
June 20, 2022
Building a carbon-made boat able to break the world sailing speed record is the result of a collaboration between SP80, North Thin Ply Technology, Persico Marine and Sinergia Racing Group. The four players have interacted throughout the whole construction process, one with many steps that have all led to the final product. In this series of articles, we will show you the different production steps, from mold creations to the final assembly of parts, necessary to the construction of our record-breaking boat.
The distinctive characteristic of sp80: the use of TPT® carbon
Once the molds have arrived at Persico Marine, they must be covered with carbon to obtain the desired part. Before we can proceed to this key step called lamination, our team has a lot of work to do! The first step is to choose the technique for composite processing. As explained in the previous article, different methods exist: contact molding, infusion, and pre-impregnated. To break a world speed record, we need high performance material. Pre-impregnated carbon, used in all high-performance composite applications (e.g., in space or Formula 1 racing), has better mechanical properties (strength, lightness) and above all an excellent ability to faithfully reproduce the desired design. Among all the existing fabrics on the market, the Swiss company North Thin Ply Technology (NTPT) has specialized in the production of extremely thin pre-impregnated carbon plies, TPT® carbon, pushing its performance to the extreme.
The links between NTPT and SP80 are extremely strong: the company has supported us from the beginning of the adventure. Furthermore our co-founder, Xavier Lepercq, has been working at NTPT as an R&D engineer. Asking them for the carbon needed to build our boat therefore seemed like an obvious choice!
SOME INFORMATION ABOUT TPT® CARBON
Fabrics are usually measured in g/m2. The higher the weight, the thicker the fabric. A typical pre-impregnated carbon fabric is around 200g/m2. Thanks to an exclusive fibre spreading technology developed by NTPT, their TPT® carbon can go as low as 15 g/m2! Therefore, for a given final part thickness, more layers of TPT® carbon can be arranged with more varied fibre orientations, guaranteeing better mechanical properties.
Meet North Thin Ply Technology !
TPT® carbon has many applications. Sailing of course, but also golf, motor sports, aeronautics and, perhaps more surprisingly, watch-making. Indeed, Richard Mille, title partner of SP80, also uses this type of carbon to make light, resistant and iconic watch cases!
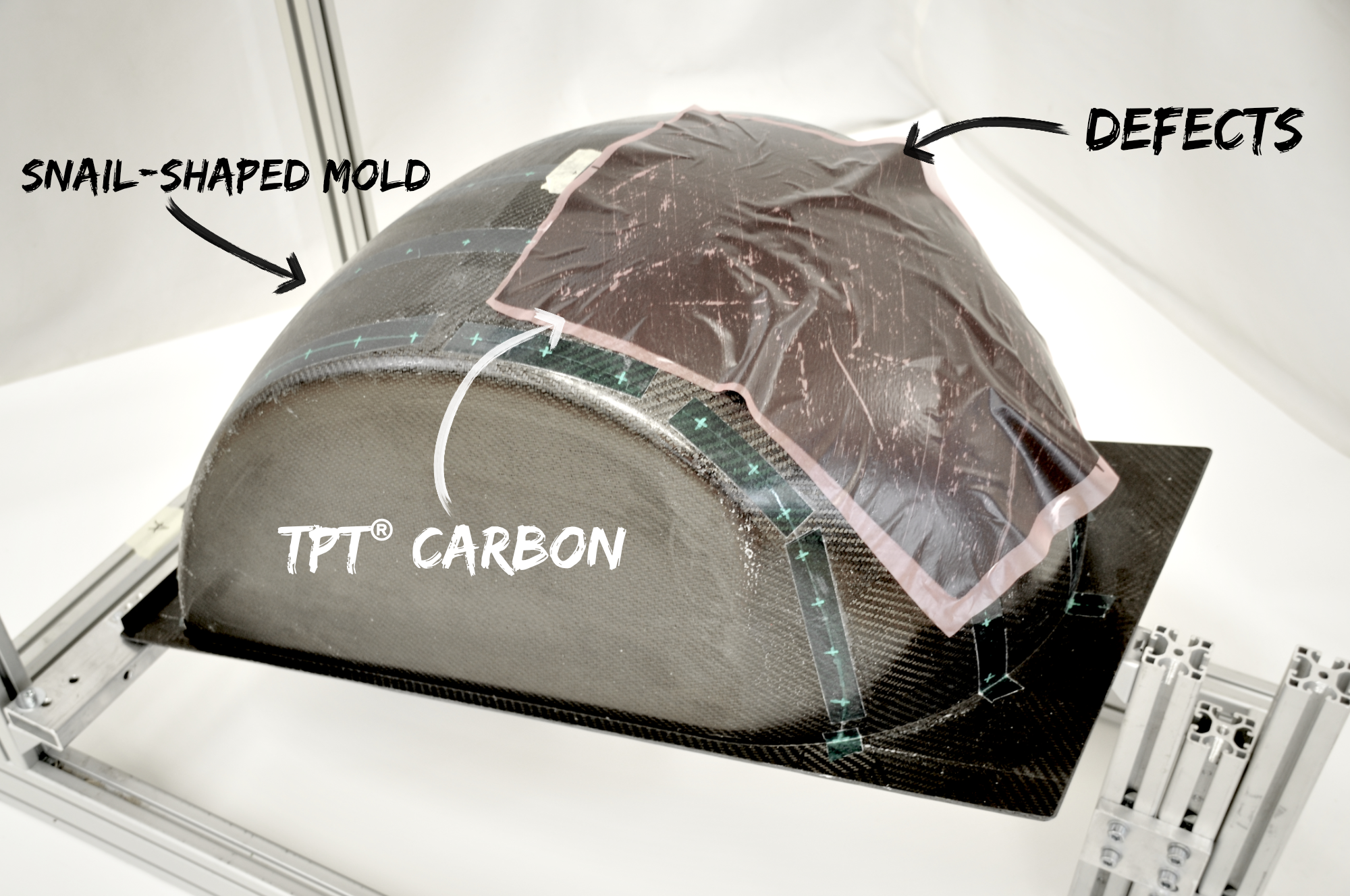
TPT® pre-impregnated carbon fabric is a unique material with excellent mechanical properties. Its only drawback is that using it on complex shaped parts requires significant preparation beforehand to ensure that the final part will be of good quality. In fact, the fabric has difficulty conforming to complex geometries, quickly creating undesirable folds. These small defects can damage the carbon fibres or break the intended stress path in the part, degrading its quality.
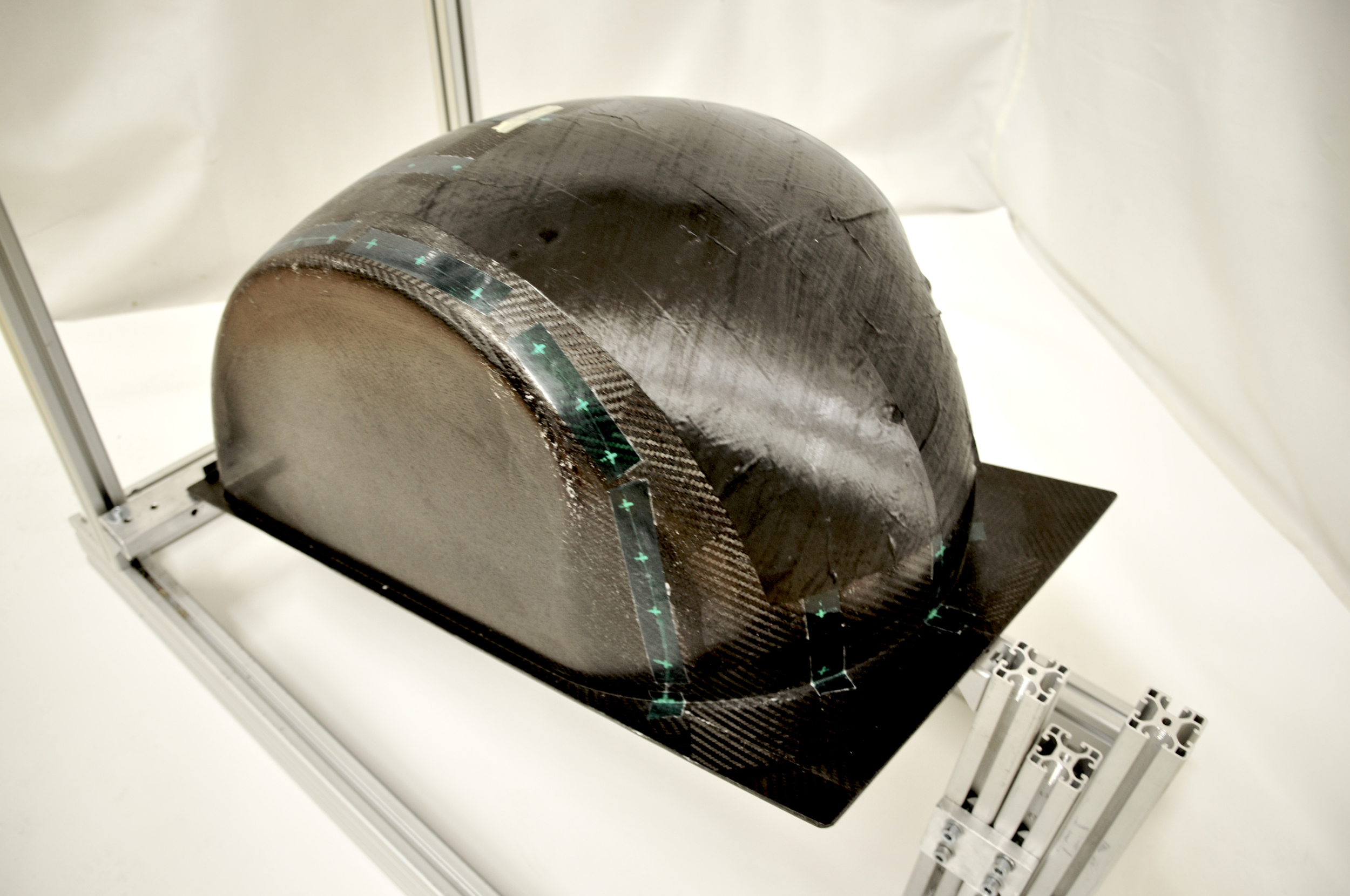
Before construction of the boat even began, the team therefore did a large number of studies and simulations to ensure that, when the carbon would be placed in the molds, no folds would form in the fabric. More precisely, a drapability study (i.e. study on the conformability of the fabrics) was carried out in particular on a snail-shaped mold.
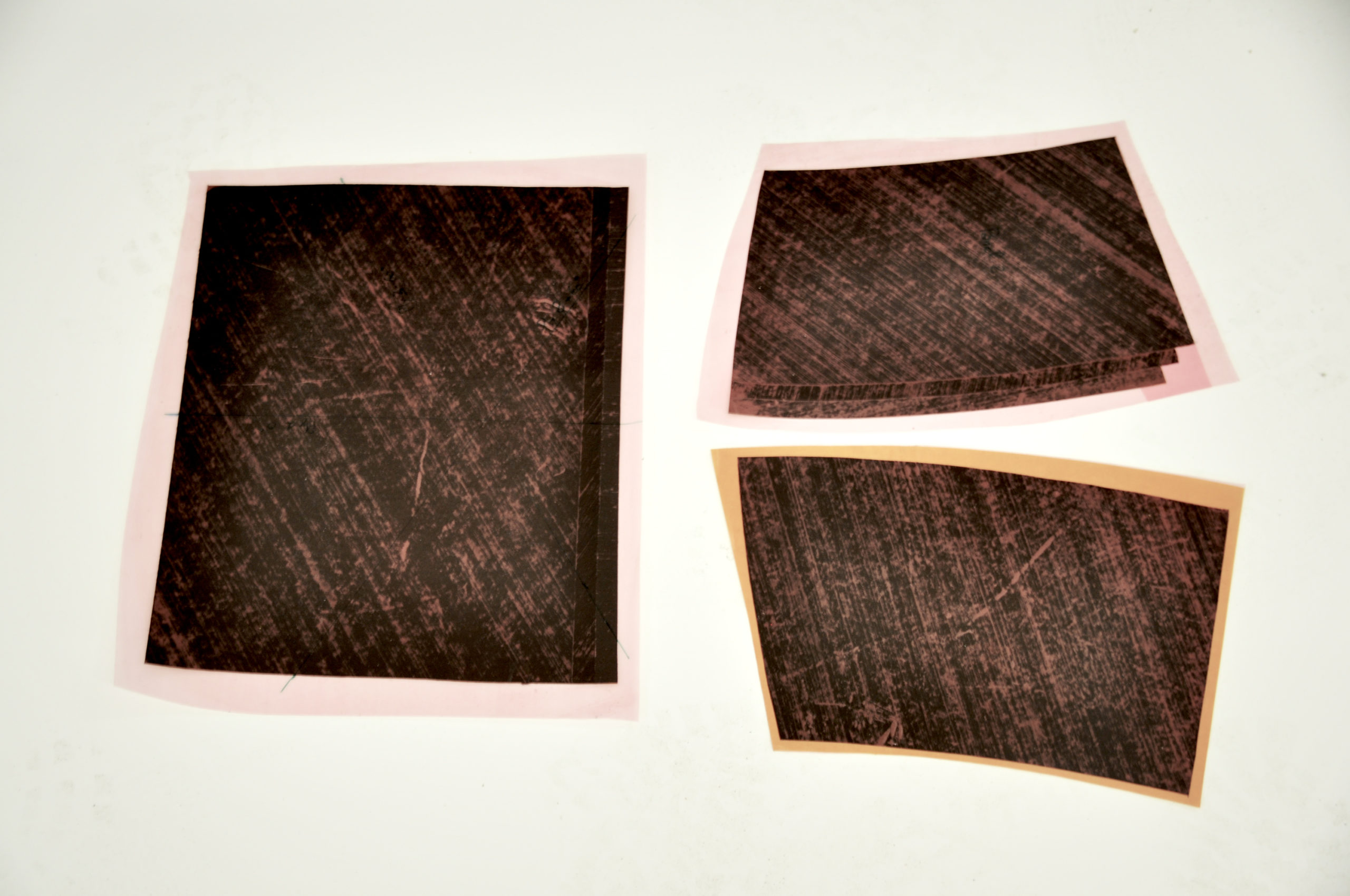
This particular shaped mold was designed to have a wide variety of curvatures in different directions. Thus, by applying our TPT® carbon fabrics to this mold, we can know how the material we are using applies (i.e. drapes) to a shape we know. We can then set deformation limits for the fabric in relation to the number of folds observed. At the same time, we entered the results of these tests into the 3D Experience software, which we were then able to extend to the entire geometry of the boat. This allowed us to plan how to apply our carbon fabric in our molds to eliminate any irregularities in the fabric and thus maximize the quality of our parts.

SLIDER : DRAPABILITY EXPLAINED IN PICTURES
However, for certain areas with complex curvatures, the use of TPT® prepreg carbon fabric is not possible. We then resort to using other types of more traditional and drapable carbon fabric (ie. More deformable to conform to the complex geometry).
If you want to know more about this, listen to Aurore!
Conclusion
With all this information it is then possible to start sequencing, i.e. defining the order and size of the carbon fabric that will be deposited in the mold.
We’ll explain what sequencing is in the next article, stay tuned!
Soutenu par




Copyright 2025 | SP80 | Tous Droits Réservés